
P.O. Box 1376
Monroe, GA 30656
(770) 267-3787 gpm@gpmhydraulic.com
For an archive of past newsletters, please visit:
http://www.GPMHydraulic.com/newsletter_archive/
CLICK HERE to send this newsletter to a friend!
|
'Troubleshooting Hydraulics' Newsletter |
||||
|
||||
|
In This Issue |
||||
|
2. What You Don't Know About Hydraulic Accumulators Can KILL You! ***NEW!*** Accumulator Safety DVD 3. How Did Water Get In My Oil? 4. Call GPM for Emergency Hydraulic Troubleshooting 5. 2009 Public Maintenance Hydraulic Troubleshooting Workshop Schedule |



 By Jack Weeks
By Jack WeeksNot long ago on a consulting job, I noticed a loud hissing sound coming from a machine (not the machine I had been called to help diagnose). I asked the man I was working with about it and he said, "It's done that as long as I've been here. I guess it's supposed to sound like that - the machine works fine.". But it didn't sound normal to me. Looking a little more closely, I noticed a very large, relatively new heat exchanger installed on the machine. The man I was with explained that the machine used to overheat, so they installed a larger heat exchanger and that fixed the problem. Watching and listening through a full cycle of the machine, I noticed that the hissing sound was much louder at idle than while the machine was running. Placing my hand on the relief valve, I found that it was so hot I could not keep my hand on it. The problem was obvious - at some point, someone turned up the pressure on the pump compensator and it was now adjusted above the system relief valve setting. The pump was operating at full stroke all of the time. Any flow not being used by the machine would dump across the relief valve. I suggested that he reduce the setting on the pump. I could tell that he didn't really want to, because he was afraid the machine would stall. So I told him to wait until the machine was idle again, then turn it down just a quarter turn. Once the machine was in an idle condition, he made the quarter turn counterclockwise on the compensator and, with a puzzled look on his face, noticed that the pressure reading on the gauge did not change. He made another quarter turn. Still no change. Then another and another. "I don't think this valve is working - turning it has no effect on the pressure.". But I could still hear the relief valve dumping so I explained to him that the system pressure was currently being determined by the relief valve, not the pump compensator. After approximately one and one-half full turns of the compensator adjustment, the hissing sound stopped. The gauge pressure began to drop. I had him stop when the pressure on the gauge was about 250 PSI below where it had started. The machine was noticeably more quiet. "When it starts back, I don't think it will work without stalling now that we have the pressure this low.". I said, "Let's see.". When the machine began to cycle again, not only was it quieter than it had been, but the actuators were moving faster than they had before. I also told him that the current draw from the electric drive motor would likely be considerably less than before, too. The original heat problem had never really been addressed, only one of the symptoms had been masked.
This is by no means an isolated incident. Hydraulic machines simply do not make unusual sounds unless something is wrong. Just because the machine still appears to be functioning normally does not mean that it needs no attention. And a strange sound coming from the machine is often one of the very first signs of impending trouble. It has always been amusing to me how the same person who would take his car immediately to a mechanic if he heard a strange sound will ignore unusual noises in a multimillion-dollar hydraulic machine. Of course, there is no such thing as a silent machine. All industrial machines make noise. But sound is a form of energy and any unusual sound is, at the very least, a waste of some of the energy applied to the machine. There are hundreds of abnormal sounds a machine may make and an exhaustive list of every possible one could probably fill a book. All of them can mean trouble, but in a hydraulic machine, a few of them are harbingers of serious issues that can cost a lot of money in very little time.
Relief Valves and Other
Pressure Controls
Relief valves, for the most part, are designed to open only when
something is wrong. Typically they are installed to keep system
pressure from reaching dangerous levels With only a few
exceptions, hydraulic machines are not designed to dump across their
relief valves continuously. The hissing sound described above and a
significant temperature gain across the relief valve are the most obvious
indications that a relief valve is dumping. Heat is also a form of
energy, so when a relief valve dumps a corresponding increase in current
draw will usually be indicated on the electric drive motor. The
excessive heat will not only waste energy but will also degrade the
hydraulic oil. Most relief valves are set well above normal
operating pressure, so when they are dumping the system pressure is
usually higher than normal. This causes excessive wear all over the
machine. If left unchecked, shock spikes attack hoses,
fittings, pipe clamps and seals. Mechanical wear to bushings,
bearings, supports and connectors is also accelerated.
Other pressure controls, such as reducing valves and counterbalance valves are often intended to be open regularly. But this doesn't mean they should always make excessive noise. A whistling sound or erratic hissing often suggests that they are improperly adjusted or stuck open. A good rule of thumb is if it doesn't sound right, it probably isn't. Slamming of actuators, stalls and excessive heat generation are the early symptoms of problems with these valves.
Pump Cavitation
A pump that is cavitating makes a steady, high-pitched whining
sound. Since the sound is steady and does not reflect changes in the
movement of the machine, it is often confused with bearing wear in the
pump. Often a pump is replaced unnecessarily because it is
cavitating. Cavitation is caused when the pump is trying to deliver
more oil than it can draw into its suction line. This may be because
the oil is too cold and the viscosity is high or because the drive motor
has been mismatched and is turning the pump too fast, but most of the time
cavitation is caused by some blockage in the pump suction. Usually
this is the result of a plugged suction strainer or filter.
Naturally, when a pump is replaced, its suction filter element is changed
or its suction strainer is cleaned while everything is apart. The
cavitation stops when the new pump is installed, but actually it was the
cleaning of the strainer or the replacement of the suction filter element
that stopped the cavitation.
In addition to the steady high pitched whining sound, another symptom of cavitation is a reduced flow from the pump, which will result in a reduced speed of the machine. Obviously, a pump can deliver no more oil than it can get into its suction line. The pump will destroy itself if the cavitation is not addressed.
Pump Aeration
Often confused with cavitation because of its similar sound, aeration
occurs when outside air enters the suction side of the pump. The
pressure in the pump suction line is below that of the surrounding
atmospheric pressure, so a leak will result in air coming in, not
hydraulic fluid coming out. It can be distinguished from cavitation
by its somewhat more erratic whining sound. The sound of cavitation
is from the implosion of air molecules suspended in the oil. Since
the molecules are distributed very evenly throughout the oil, the sound of
cavitation is very steady. But the amount of air that leaks into the
suction side of a pump is heavily dependent upon the flow of hydraulic
oil. The sound will therefore change as changes occur in the
machine. It will also likely be accompanied by a sound similar to
gravel or marbles rattling around inside the pump. If you can view
the oil in the reservoir (most reservoirs have screens and baffles that
get in the way of seeing the oil) you may also note some foaming of the
oil.
If a pump is allowed to aerate it will wear rapidly. But beyond damage to the pump, the rest of the hydraulic components will also be at risk. Aerated oil causes a number of problems. When air is in the line, the machine will perform sluggishly (think about the last time you had air in the brake lines of your car). Air viscosity is well below that of oil. The reduction in viscosity will result in leaks, faiure to lubricate and heat problems. Air also becomes somewhat unstable at the high pressures hydraulic machines are operated, so corrosion and seal damage are likely. Air that enters the suction line probably also brings with it a host of contaminants to damage components.
If a leak in the suction line is suspected, squirt oil along the line. If aeration ceases briefly, you have found your leak. A worn shaft seal on a fixed displacement pump can cause it to aerate. Spray some shaving cream around the shaft seal and see if holes are drawn into the foam. Sometimes there is no float switch to shut the machine down when the oil level is too low. If the level of the oil gets too close to the suction strainer, a vortex will develop drawing air into the suction line along with the oil. Aeration can also be caused by the wrong shaft rotation or by improperly aligned couplings.
Directional Valve Noise
For the most part, directional valves should operate quietly - no more
than a faint "click" on very quiet machines. The small
amount of noise a directional valve makes is almost always completely
drowned out by the rest of the machine. If you can hear a
directional valve spool shift, chances are very good that there is a
problem. If the pilot chokes are improperly adjusted on a two-stage
directional valve, it will audibly slam when it shifts. The spool
can easily be damaged, but the greater issue is the shock it introduces to
the machine. Sudden movement of the valve spool causes shock
throughout the machine and the weaker points of the system will
suffer. Adjust the pilot chokes for smooth shifting of the spool and
greater component longevity.
Cylinder Noise
Cylinders should move with almost no noise. If a cylinder makes
noise, it may be binding or slipping. A bent rod will wear seals and
mechanical linkages rapidly. Slippage degrades the performance of
the machine and sends contaminants from the resulting worn seals out to
other components. A noisy cylinder should be rebuilt or replaced as
soon as possible.
Hydraulic Motor Noise
Hydraulic motors can make many of the same noises as hydraulic
pumps. Just as pumps can aerate and cavitate, so can motors.
And the same results will develop. A motor that is cavitating will
destroy itself rapidly. This usually occurs on motor drives that
have loads that can be overcome by gravity, causing the load to "run
away". A meter out flow control or brake valve can correct
this.
Listening to a machine and paying attention to the sounds it makes can pay off in large dividends by catching problems early before they become outages.
|








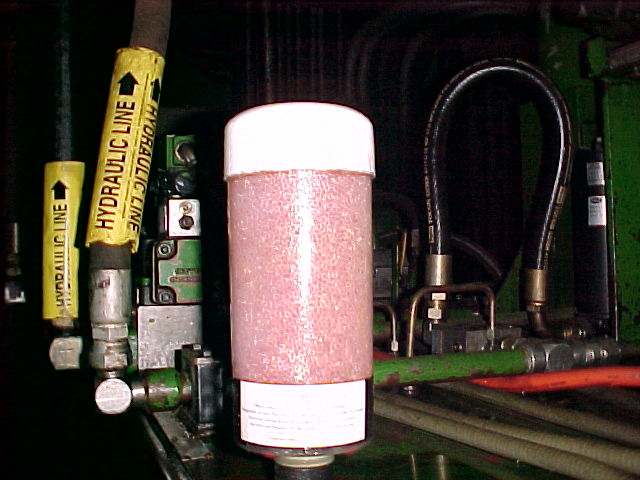 Hygroscopic Breather Ready For Replacement |
Sometimes we find oil that has become contaminated by water. One question that often arises is, how does it get there? How can I keep it out in the future? There are a number of ways water can find its way into the oil. One very common point of ingress is through the breather cap. Particularly on machines exposed to the elements, very humid outside air comes in the breather cap and changes in temperature cause that air to release its water into the oil. This can be counteracted by replacing the breather with a hygroscopic breather. This type of breather has a canister containing dessicant crystals. Water in the air that enters the breather is absorbed by these crystals. When new, the crystals will be blue. As they absorb more and more water, they will turn pink. Once all of the crystals are pink, either they must be replaced or some dessicant canisters can be opened so the crystals can be removed, placed in an oven at about 200 degrees Fahrenheit and dried out again. Pressure washing is another way water can enter. Whenever the machine is being cleaned, care should be taken not to allow water to get in the breather. |
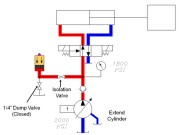
A tank line check valve can be installed to keep oil in the lines when the machine is shut down. If all of the oil drains back to tank at shutdown, the air that is left in the lines can condense and water can get into the oil. A tank line check valve installed just upstream of the reservoir will keep oil in the lines. Such a check valve should have a low spring rating - less than 50 PSI.
Leaky seals can not only allow oil to get out - they can allow air (and lots of other unwanted things) in. Repair leaks as soon as they are noted.
A pump that is aerating is drawing outside air and all of its water content into the machine.
These are the most common ways that water can get in, but why is it such a bad thing? Well, for one thing, water can deplete certain additives in the oil, affecting the lubrication of the machine and the detergent properties. Water can even combine with certain additives to form corrosive agents that actually eat away at metal surfaces. At best, weter can decrease the film strength of lubricants and leave components vulnerable to wear. Water getting into the oil always causes problems, even in water glycol based systems where water must be added periodically to offset evaporation. When water is added to these systems, it must be distilled water, not contaminated water from the surrounding air.
So how much water is too much? That varies considerably by a number of factors, but the best target level is as little as possible. For mineral oil systems, water should at least be kept below the point where the oil becomes visibly milky. This will usually occur if the water level of the oil gets as high as about 250 ppm (parts per million). At this point, it is imperative that the water be removed. This is best done using a waterguard depth filter. This is the type of filter on our flushing machines. The depth media is impregnated with an absorbent polymer that will trap the water in the oil.
But, as with any other type of contamination, it is always much cheaper to keep water out of the oil than it is to remove it once it is in there.



Nothing is more expensive than unscheduled down time. GPM’s customers know they can call whenever they have a troubleshooting issue they simply can’t resolve. With over 50 years experience dealing with hydraulic failures, our consultants have the resources to help troubleshoot whatever hydraulic problem you encounter. Whether you’re experiencing a total system outage, repeated component failure or just need a professionally designed preventive maintenance schedule, the consultants at GPM can help. Call GPM for
In-plant Troubleshooting
Leakage Problems
Pressure Settings
Shock Problems
Preventive
Maintenance Scheduling
Hydraulic Troubleshooting Manual Development
Startup
Consulting and Recommendations
Heat
Problems
Repeated
Component Failures
Speed Problems
Do you want to learn more about how GPM can help you? Go to http://gpmhydraulic.com/troubleshooting.htm

Maintenance Basic Hydraulic Troubleshooting
2009
3 Day Workshop
Registration
Fee Only $895.00 Per Person
Three
for the Price of TWO!
Every Third Registrant Attends for FREE!
Early Registration -
$845.00 For Confirmed Reservations
Booked 21 Days Prior to the Start of the Workshop
Call (770) 267-3787 To Register
Learn More About Our Maintenance Basic Hydraulic Troubleshooting Course
2010 Maintenance Basic Hydraulic Troubleshooting Schedule
Date
*Don't see your city listed? Call If You Would Like To See A Workshop Scheduled In Your Area!
(770) 267-3787
If you've found our newsletter informative and beneficial please click here to tell your co-workers and friends.

A step-by-step guide for changing cylinder seals and carrying out minor repair. The manual contains disassembly, inspection of parts, minor repair, assembly, examples of seal failures and their causes, hydraulic cylinder speeds, metric/inch conversion table, fluid power formulas, rod and piston groove diameters.
$24.99 + Shipping & Handling
Site Index
[Home] [Our Training] [Hydraulic Consulting] [Safety Webinars] [System Flushing] [Our People] [Downloads and Multimedia] [Testimonials] [Hydraulics Quiz] [GPM Store] [Upcoming Events] [Contact Us]
GPM Hydraulic Consulting,
Inc.
Box 1376
Monroe, GA 30655
(770) 267-3787