P.O. Box 1376 Monroe, GA 30656 (678) 267-3395 gpm@gpmhydraulic.com
|
November 2006 | ||||||||||||
|
CLICK HERE to send this newsletter to a friend! |
|||||||||||||
|
|||||||||||||
|
|
|||||||||||||
|
|
Maintenance Hydraulic Troubleshooting on Interactive CD Our nationally acclaimed
Maintenance Hydraulic Troubleshooting workshop
on six fully interactive CD's. Includes our MHT workshop manual.
6-CD Set - $1200 Individual CD's - $250
+ Shipping and Handling.
Click on http://gpmhydraulic.com/mhtcds.htm
to find out more.
|
||||||||||||
| 1. Piston Accumulator No Longer Doing its Job | |||||||||||||
 Jack
Weeks - Consultant for GPM Hydraulic Consulting, Inc. Jack
Weeks - Consultant for GPM Hydraulic Consulting, Inc. |
|||||||||||||
|
Recently I was called to a mill to investigate stalls on a machine that tests fingerjointed lumber for tensile strength. A piece of lumber is moved into place and two cylinders bend it backwards to see if it breaks. If it does, it is sent to a reject pile to be remanufactured. If it survives the test, it is packaged and sold. The machine was testing the lumber, but it was taking an awfully long time doing it and slowing down production. I watched the machine operate and saw that the conveyor placed the lumber smoothly, but when the two cylinders began to extend, they would stall and then slowly complete their strokes. When this happened, I noticed that the system pressure gauge dropped significantly then gradually built pressure back to normal. This is a classic symptom of an accumulator failure. The purpose of a hydraulic accumulator is to add flow to the system to keep pressure near normal whenever the system demands exceed the output of the pump. In this particular case, the output of the pump was more than enough to handle the hydraulic motor that moved the conveyor, but not enough to rapidly cycle the cylinders. Instead of using a larger than necessary hydraulic pump, the machine was designed with a piston accumulator mounted at each cylinder. Whenever the system demanded less flow than the pump could deliver, excess flow was used to fill the accumulators. Then when the cylinders began extending, flow was delivered from the pump and both accumulators to meet the demand. It was obvious that this demand for flow was not being bet because the system pressure would drop each time the cylinders began extending. Our first step was to check the pre-charge on the accumulators. Both accumulators were found to have a pre-charge more than twice the recommended amount. One of the technicians was surprised at this because he had only recently set the pre-charge. He had found the pre-charge high at the time and had bled some of the nitrogen off of them to bring it back down to what it should have been. He had assumed that someone had charged the accumulators too high in an attempt to regain the lost speed of the machine. I told him not to necessarily assume that this was the case. Piston accumulators can become overcharged as they are used. This happens because of hydraulic oil that bypasses the piston and collects on top of it. When this happens, the nitrogen on top is displaced by oil and the result is an increase in pre-charge pressure and a corresponding loss of speed in the machine. Simply bleeding nitrogen from the accumulator will not restore its capacity because of the oil that remains on top of the piston limiting its stroke. In order to return the accumulator to its former state, the oil must be removed from the top of the piston. Then the accumulator can be pre-charged properly and it will deliver its original amount of additional flow.
To remove the oil from the top of the piston, the charging rig must be installed and the bleeder valve opened while the machine is pressurized. All of the nitrogen and all of the oil will then be removed from the top of the piston. It may be wise to cover the accumulator with a bucket or use some other means to limit where all of the oil will go. Since the bleeder valve is very small on the charging rig and the system pressure is usually quite high, oil will shoot from the bleeder valve in a fashion not unlike water coming from a pressure washer. When the oil stops coming out, the piston is at the top and the accumulator can then be pre-charged to its proper level. If the oil never stops coming, the piston is badly worn and must be replaced. To do this, isolate the accumulator from the rest of the machine (or better yet - turn the machine OFF!) and open the dump valve. The oil pressure will be released and even a badly worn piston will stay at the top of the accumulator. The top of the piston accumulator can now be safely removed, the piston pulled from the accumulator with a piston puller and a new piston installed. |
|||||||||||||
| Jack Weeks entered GPM’s organization in January of 1997 as a CAD draftsman and hydraulic instructor. He has trained thousands of electricians and mechanics in Hydraulic Troubleshooting methods. His computerized animations have made GPM's presentations and training CD's the recognized leader in the industry. He received his education from the Georgia Institute of Technology School of Electrical Engineering and the Department of State Foreign Service Institute. Jack is an experienced draftsman and taught telecommunications equipment operation and repair for the Central Intelligence Agency at American embassies overseas. | |||||||||||||
| 2. The GPM Grapevine | |||||||||||||
 Robin Garner
- GPM Training Coordinator
Robin Garner
- GPM Training Coordinator
|
|||||||||||||
|
Jack taught classes last month in Valdosta, GA, Lake
Butler, FL and Macon, GA. He also conducted a site survey for an
advanced class to be developed and taught in Maxville, FL. Even
with all of this traveling, he managed to send all of his rental RV's to the races
at Atlanta Motor Speedway and even add a new one to his ever-growing
fleet! Check it out at RentOurRV.com.
Alan taught classes in Jackson, MS and Augusta, GA. He has also spent a lot of time drafting and developing customized manuals for upcoming advanced classes. He's trying to get as much time in riding his motorcycle as he can before it gets too cold here.
Al taught at Russellville, SC in October but spent most of his time researching and doing technical writing for troubleshooting manuals. His band Signal 22 is available for your next big bash!
Signal 22 - Walton County's Finest Party and Dance Band
I've been making manuals for all of these programs everyone else has been teaching. When I got back from vacation, none of my work had done itself! |
|||||||||||||
| Robin Garner, GPM’s Training Coordinator, joined the organization in 2004. In addition to coordinating the training classes, she also does the desktop publishing for GPM's troubleshooting manuals. Robin also manages the marketing and accounting for the company. | |||||||||||||
|
3. In-plant consulting and troubleshooting
Nothing is more expensive than unscheduled down time. GPM’s customers know they can call whenever they have a troubleshooting issue they simply can’t resolve. With over 50 years experience dealing with hydraulic failures, our consultants have the resources to help troubleshoot whatever hydraulic problem you encounter. Whether you’re experiencing a total system outage, repeated component failure or just need a professionally designed preventive maintenance schedule, the consultants at GPM can help. Call GPM for In-plant Troubleshooting Leakage Problems Pressure Settings Shock Problems Preventive
Maintenance Scheduling Hydraulic Troubleshooting Manual Development Startup
Consulting and Recommendations Heat
Problems Repeated
Component Failures Speed Problems Do you want to learn more on how GPM can help you? Go to http://gpmhydraulic.com/troubleshooting.htm
|
|||||||||||||
|
|
Troubleshooting Proportional Valves The complete guide to troubleshooting and maintaining linear positioner circuits with electronically controlled proportional valves. The same manual used in our acclaimed Troubleshooting Proportional Valves public seminar. Purchase this and other exciting GPM products and training materials at the GPM Store! $49.95 + Shipping & Handling
|
||||||||||||
|
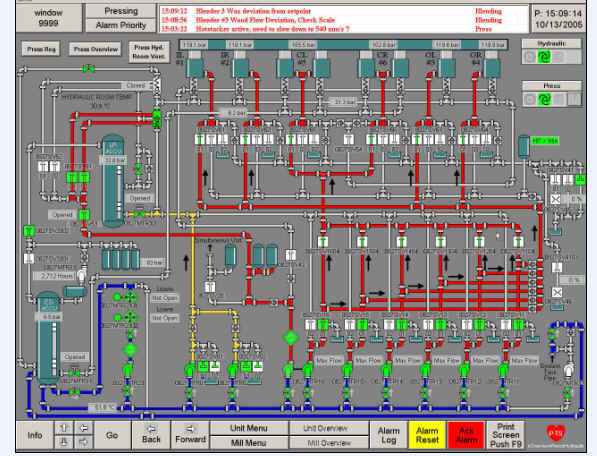
The operator is taught the basic function of the hydraulic operated equipment. The student learns the function of the hydraulic pump, valves and the task they perform. Actual screen shots from your equipment are used in the classroom to discuss the electrical cycles in detail.
Click http://gpmhydraulic.com/operatortraining.htm and find out more! What our students say I feel that this course is an absolute must if you will be running the press. The hydraulic system is much easier to understand now that I know what each component does each step of the way. I will be able to help maintenance personnel troubleshoot hydraulic problems better with an operators point of view. Also, be able to troubleshoot hydraulic related quality issues.
|
|||||||||||||
|
If you've found our newsletter informative and beneficial please click here to tell your co-workers and friends.
|
|||||||||||||
|
|
Hydraulic Schematic Symbols Explained This interactive CD is the fastest, easiest way available to learn hydraulic schematic symbols.$199 + Shipping & Handling. Find out more, go to http://gpmhydraulic.com/symbolcd.htm
|
||||||||||||
|
Site Index [Home] [Our Training] [Hydraulic Consulting] [Our People] [Hydraulics Quiz] [Upcoming Events] [Contact Us] GPM Hydraulic Consulting, Inc. Box 1376 Monroe, GA 30655 (678) 267-3395 |
|||||||||||||