
P.O. Box 1376 Monroe, GA 30656 (678) 267-3395 gpm@gpmhydraulic.com
|
October
2007
For an archive of past newsletters, please visit: |
||||||||||||||||||||||||
|
CLICK HERE to send this newsletter to a friend! |
|||||||||||||||||||||||||
|
|||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
|
Maintenance Hydraulic Troubleshooting on Interactive CD Our nationally acclaimed
Maintenance Hydraulic Troubleshooting workshop
on six fully interactive CD's. Includes our MHT workshop manual.
6-CD Set - $1200 Individual CD's - $250
+ Shipping and Handling.
Click on http://gpmhydraulic.com/mhtcds.htm
to find out more.
|
||||||||||||||||||||||||
| 1. Help! My hydraulic machine is too hot! | |||||||||||||||||||||||||
 Jack
Weeks - Consultant for GPM Hydraulic Consulting, Inc. Jack
Weeks - Consultant for GPM Hydraulic Consulting, Inc. |
|||||||||||||||||||||||||
|
With summer pretty much
behind us, calls to the office begin to subside about excessive heat
issues. But this summer was particularly hot and brought with it more
than the usual number of heat problems among hydraulic machines. We
thought it might be valuable to share some of the solutions.
The first question is usually, "Why does my system overheat?". While this is a relatively easy question to answer, it isn't really what the caller wants to know. So there is an inevitable second question, "What can I do about it?". Fortunately, there is always a good answer to both questions, though the answers will vary by machine. The answer to the first question is that systems overheat because they are inefficient. In other words, not all of the energy that goes into the machine comes out in the form of the mechanical energy required to perform the useful work the machine was designed to do. The conservation of energy law states that energy can neither be created nor destroyed. Energy simply is. With the exception of nuclear energy, all of the Earth's energy comes from the Sun. We can harness some of it and convert it to some other form, but we can't make any new energy and we can't just make it go away. The energy that is put into a machine must equal the energy that comes out of it. Ideally, all of the electrical energy that is fed to the drive motor of a hydraulic system would be converted to useful mechanical energy to do the tasks of the machine. Naturally, this is not possible. If it was, there would be no need for earplugs because all of the machines would be silent. There would be no unwanted vibration and all machines would operate at ambient temperature. But most machines can be made to be more efficient and therefore convert less of the applied energy into heat and more of it into useful mechanical energy. Unfortunately, this is not always the easiest way to deal with the excess heat. It is usually easiest to simply install a heat exchanger or increase the capacity of the existing heat exchanger. The problem with installing a heat exchanger is that it really isn't a solution to the problem - it only hides the symptom. By installing a heat exchanger, we are spending more money to realize a net DROP in machine efficiency. There are only two ways to reduce heat in a hydraulic machine - reduce the heat load of the machine or increase its dissipation. The preferred and most efficient way is to reduce the heat load. The heat load of the system is the sum of all of the power lost throughout the machine to heat. Anywhere there is a pressure drop in the machine, there will be a corresponding power loss. Remember that hydraulic horsepower is the product of pressure and flow. The reduction of either results in a loss of power. The pressure drop across a cylinder extending or a motor turning can give you a very good idea of how much power is being used to move a load. But pressure drops that do not result in the moving of a load will result in heat. Now comes the hard part - determining just where the heat is generated in a particular machine. This is a matter of finding the unwanted pressure drops and eliminating them. There are 4 places where these pressure drops usually lurk: 1) The Pump - a worn pump will overheat. This is because of oil that bypasses across the tight tolerances inside it. The more worn the pump becomes, the more it bypasses oil. The temperature of the pump case should be measured regularly. If it is a variable displacement pump, the flow through the case drain should be measured. We recommend monthly measurements. If a machine has been upgraded and a higher flow pump has been installed, be aware that the higher flow pump will also deliver more oil through its case drain. Case flow is always hot because it is oil that has just undergone a pressure drop that did not result in useful work. This becomes increasingly evident if there was not a corresponding increase in the size of the reservoir. It is often advisable to install a heat exchanger in the case drain line of a higher flow pump whenever the reservoir size is not increased. If this is done, be sure to use a very low value check valve across the heat exchanger (about 1 Bar or less) so the shaft seal of the pump will not be damaged if the cooler becomes plugged. 2) The Valves - Directional valves do not usually make a 100% seal. There is usually some bypassing even in a brand new valve. As the valve spool wears, more and more oil bypasses and more heat is generated. Servo and proportional valves are notorious heat generators because they only open part way. Flow control valves always generate heat because there is always a pressure drop across them. The greater the restriction to flow, the more heat is generated. Typically, I find pressures set higher than they should be. The result is greater pressure drops across components. These always show up as increased heat and shock. Pressures should be kept as low as possible. Volume stops on variable displacement pumps should limit pump flow to the maximum required amount of the system. In other words, put no more energy into the system than is necessary to do the job. Whenever excess energy is put into the system, it won't just go away - the conservation of energy law tells us it will come out of the system somehow - usually as excess heat. 3) The System Plumbing - Particularly after an upgrade, the system plumbing can be a cause of significant heat gain. The greater the flow through a pipe, the higher the velocity of the fluid. This isn't much of a problem in pipes that go in a straight line. My favorite example to use here is to compare the fluid to the tires on your car. If your front end is aligned properly and your tires are balanced, you won't suffer much more tire wear at 100 mph than you will at 50 mph so long as you are traveling in a straight line. But if you don't slow down for a curve, your tires won't last very long. The same is true with fluid velocity. If you don't have any bends in your pipes, you probably don't need to worry much about pipe size. But the more bends you have in your pipes, the more heat gets generated as the fluid must change direction. The answer to this is the same as with your car tires - slow down! This is done on a hydraulic machine by increasing the size of your pipes. The bigger the pipe, the lower the fluid velocity. If your pipes are undersized, the result will be heat and turbulence in the lines. 4) The Actuators - When an actuator is new, most of the pressure drop across it moves a load. But as it wears, more and more oil bypasses across the internal tolerances and greater heat gains will be noted. You may be noticing a common thread here. As a machine wears, components bypass. If we are familiar with the normal temperature gains across components, we can easily spot wear that generates heat and robs the machine of efficiency. Very seldom is a heat exchanger the answer to a heat problem. Heat exchangers exist to compensate for necessary inefficiencies of the machine inherent in its design. If a hydraulic system has run for several years without overheating and we find one day that it runs hot, the cause is likely not a design issue and a heat exchanger is not the answer. |
|||||||||||||||||||||||||
| Jack Weeks entered GPM’s organization in January of 1997 as a CAD draftsman and hydraulic instructor. He has trained thousands of electricians and mechanics in Hydraulic Troubleshooting methods. His computerized animations have made GPM's presentations and training CD's the recognized leader in the industry. He received his education from the Georgia Institute of Technology School of Electrical Engineering and the Department of State Foreign Service Institute. Jack is an experienced draftsman and taught telecommunications equipment operation and repair for the Central Intelligence Agency at American embassies overseas. | |||||||||||||||||||||||||
| 2. The GPM Grapevine | |||||||||||||||||||||||||
 Robin Garner
- GPM Training Coordinator
Robin Garner
- GPM Training Coordinator
|
|||||||||||||||||||||||||
|
You may have noticed that you haven't received a
newsletter in a while. No, we didn't go out of business - far from
it, we have all been so busy that no one has had time to write the
newsletter! There have been public MHT workshops all over the
country, consulting trips and customized in-plant programs everywhere
and unfortunately the newsletter has had to take the back burner.
We apologize for that.
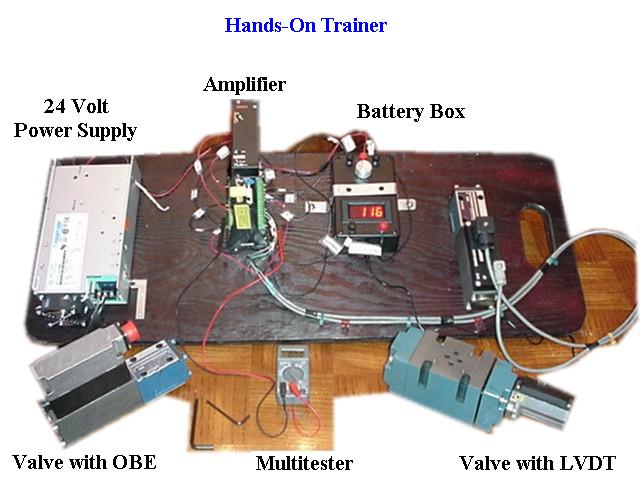
Our new Mobile Hydraulic Training lab has been placed into service.
The response of the new Lab has been phenomenal. Everyone agrees that it adds a tremendous amount to the public workshops. Al has traveled to Pine Hill, AL, Spartanburg, SC, El Dorado, AR, Smithfield, NC, Newberry, SC, Fletcher, NC, Loudon, TN, Monroe, LA, Tuscaloosa, AL, Cordele, GA, Waxahachee, TX, Emporia, VA and Eugene, OR since the last newsletter came out. We haven't heard a lot lately about his golf game. Jack has been gone almost every week in the last few months, mostly teaching public MHT workshops but also various consulting jobs. His motorhome business has had to run on autopilot for quite a while now and his grandson, Joey, has been visiting for the past month. Joey has become a very well traveled 4-year-old in the last few weeks as he has accompanied Jack and his girlfriend Renee all over the southeast. By the way, Renee will become Jack's wife on October 27th. Alan has spent many a week on the road as well while managing to keep up with the drafting for the customized manuals. He hasn't put very many miles on his motorcycle lately. His grandson Caden was born on September 15th. And I've stayed swamped with customized manuals to publish, public workshops to organize and various other fires to put out. And while we hope we stay this busy, we also hope that we can get our next newsletter out on time! |
|||||||||||||||||||||||||
| Robin Garner, GPM’s Training Coordinator, joined the organization in 2004. In addition to coordinating the training classes, she also does the desktop publishing for GPM's troubleshooting manuals. Robin also manages the marketing and accounting for the company. | |||||||||||||||||||||||||
|
3. In-plant consulting and troubleshooting
Nothing is more expensive than unscheduled down time. GPM’s customers know they can call whenever they have a troubleshooting issue they simply can’t resolve. With over 50 years experience dealing with hydraulic failures, our consultants have the resources to help troubleshoot whatever hydraulic problem you encounter. Whether you’re experiencing a total system outage, repeated component failure or just need a professionally designed preventive maintenance schedule, the consultants at GPM can help. Call GPM for In-plant Troubleshooting Leakage Problems Pressure Settings Shock Problems Preventive
Maintenance Scheduling Hydraulic Troubleshooting Manual Development Startup
Consulting and Recommendations Heat
Problems Repeated
Component Failures Speed Problems Do you want to learn more on how GPM can help you? Go to http://gpmhydraulic.com/troubleshooting.htm
|
|||||||||||||||||||||||||
|
|
Troubleshooting Proportional Valves The complete guide to troubleshooting and maintaining linear positioner circuits with electronically controlled proportional valves. The same manual used in our acclaimed Troubleshooting Proportional Valves public seminar. $49.95 + Shipping & Handling To order this and other exciting products online, visit the GPM Store!
|
||||||||||||||||||||||||
|
The operator is taught the basic function of the hydraulic operated equipment. The student learns the function of the hydraulic pump, valves and the task they perform. Actual screen shots from your equipment are used in the classroom to discuss the electrical cycles in detail.
Click http://gpmhydraulic.com/operatortraining.htm and find out more! What our students say I feel that this course is an absolute must if you will be running the press. The hydraulic system is much easier to understand now that I know what each component does each step of the way. I will be able to help maintenance personnel troubleshoot hydraulic problems better with an operators point of view. Also, be able to troubleshoot hydraulic related quality issues.
|
|||||||||||||||||||||||||
|
Troubleshooting Proportional Valves Brochure pdf Troubleshooting Proportional Valves 2007 8 Hour Course Registration Fee $450.00 Per Person. Save $100 if attended in conjunction with our three-day Maintenance Hydraulic Troubleshooting workshop
Only $350.00 If Attending Our 3-Day Maintenance Hydraulic Troubleshooting Workshop The Same Week. (See 2007 MHT Schedule Below) Learn How To Troubleshoot and Maintain Linear Positioner Circuits with Electronically Controlled Proportional Valves
|
|||||||||||||||||||||||||
|
Maintenance Hydraulic Troubleshooting 2007 3 Day Course Registration Fee $850.00 Per Person Learn More About Our Maintenance Hydraulic Troubleshooting Course
*For Only $350.00 More Attend Our Troubleshooting Proportional Valves Workshop The Same Week. Troubleshooting Proportional Valves Same Week As MHT Brochure pdf
|
|||||||||||||||||||||||||
|
If you've found our newsletter informative and beneficial please click here to tell your co-workers and friends.
|
|||||||||||||||||||||||||
|
|
Hydraulic Schematic Symbols Explained This interactive CD is the fastest, easiest way available to learn hydraulic schematic symbols.$49.95 + Shipping & Handling. Find out more, go to http://gpmhydraulic.com/symbolcd.htm
|
||||||||||||||||||||||||
|
Site Index [Home] [Our Training] [Hydraulic Consulting] [Our People] [Hydraulics Quiz] [Upcoming Events] [Contact Us] GPM Hydraulic Consulting, Inc. Box 1376 Monroe, GA 30655 (770) 267-3787 |
|||||||||||||||||||||||||











 Monroe Community Building 602 E. Church St.
Monroe, GA
Monroe Community Building 602 E. Church St.
Monroe, GA

