P.O. Box 1376
Monroe, GA 30655
(770) 267-3787
gpm@gpmhydraulic.com
 |
 |
 |
 |
 |
 |
September 2013
For an archive of past newsletters, please visit:
http://www.GPMHydraulic.com/newsletter_archive/
"Troubleshooting Hydraulics" Newsletter
www.gpmhydraulic.com
Click Here to view a brief video about our 3-day workshop
1. Surface vs Depth Filtration - Which Should I Use?
2. Call GPM For Emergency Troubleshooting
3. What exactly IS a Beta Rating, Anyway?
4. Is It Time For A Hydraulic Reliability Assessment At Your Plant?
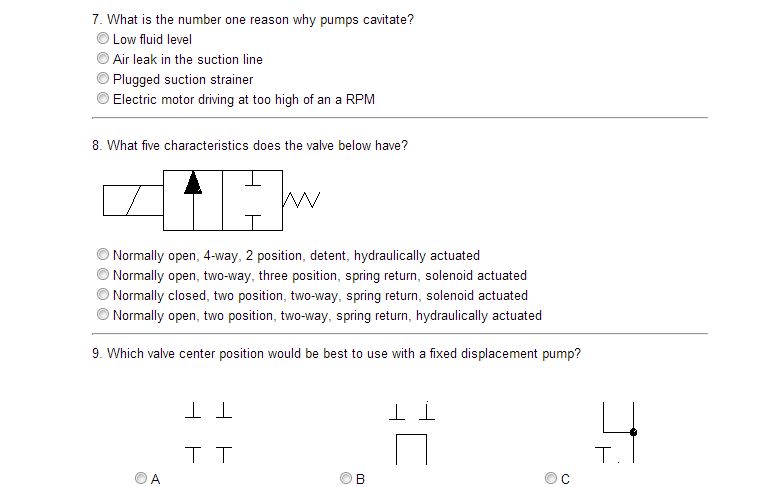
5. Parts Changer or Troubleshooter? Take the Quiz!
6. 2013 Hands-On Public Reliability & Troubleshooting Workshops

A few years ago, I wrote an article for the newsletter on this subject. Much of this information is repeated here, so if it sounds familiar please bear with me. There have been some recent trends and a lot of you were not subscribers at the time, so I felt that a review and update might be in order.
Conventional hydraulic machine design has typically included a pump suction strainer (most commonly a 40-micron steel mesh), surface pressure filter elements (typically of the pleat design) downstream of the pump and another surface media return filter. Sometimes another surface element will be used for offline filtration, sometimes called a "kidney loop" or "recirculating system". For decades, this has been considered sufficient to meet OEM cleanliness standards, so what's wrong with it? Well, one thing that is wrong with it is that the most common cause of failure - more than all other causes combined - is still contamination. Clearly there is room for improvement in filtration.
The suction strainer element is called a "full flow" element. There should be little if any pressure drop across it. If there is, pressure in the suction line of the pump can drop very low and cause the pump to cavitate. Often suction strainers are specified by the system designer, but this is mostly by convention than based on actual system need. Check the pump manufacturer's website. You may be surprised that most of them no longer recommend strainers or filters. They should not be needed if the other system filters are properly specified and reasonable fluid maintenance practices are in place. If getting maximum pump life is your primary concern—and it should be—then it’s far more important for the oil to freely and completely fill the pumping chambers. Even mild cavitation can cut a pump's useful life by over 50%. A 40-micron filter will certainly not protect the pump and if there is a danger of heavy sludge, bolts, tools and such entering the pump, someone is not being very careful with machine reliability and there probably is no filter that can help.
I'm often asked the difference between surface and depth filtration - and which should be used. Conventional surface filters are normally constructed from thin sheets of material folded into many sections and then turned into a multi-ported star shape to allow a relatively large surface are to be used in a small space. The filter fits inside a bowl. They may be in the form of a replaceable cartridge or permanently fitted inside a throw=away bowl. The thin sheet is full of pores which trap the solid particles as the fluid passes through them. Typical materials used for the media are:

Paper filter elements, though often quite efficient, are ruined by water which makes them soggy and the pores close, often causing the filter to collapse.
Another design uses a single filament of metal wound into a cylinder.
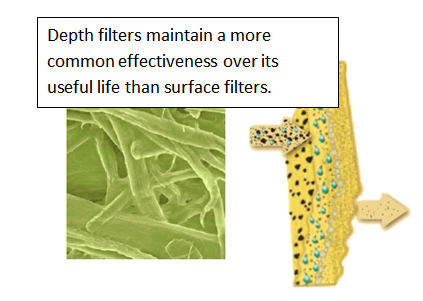
Depth filters are constructed with a thick layer of material with small passages through which the fluid must pass. The particles become tracked in the passages. Typical depth filter media materials are:
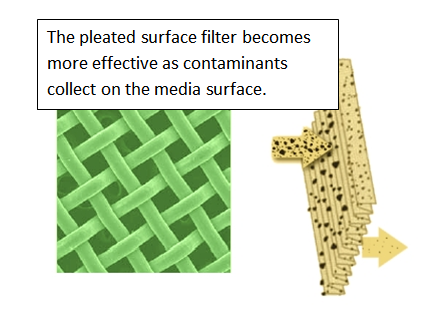
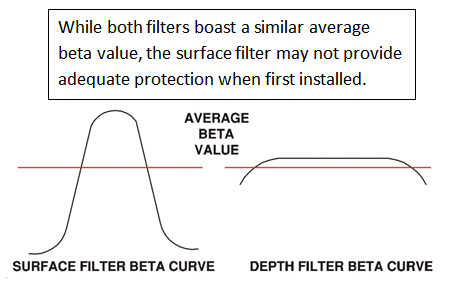
Surface filters allow a large amount of flow with a minimal pressure drop, but they really don't do a very good job until they have been in service a while. As contaminants collect on the media, smaller and smaller particles are trapped. Unfortunately, as the filter gets dirtier, the pressure drop across it increases. So, while the filter gains in effectiveness, it may not provide adequate protection when it is first installed. And as the pressure drop across the filter increases, the danger of collapse or rupture also increases.
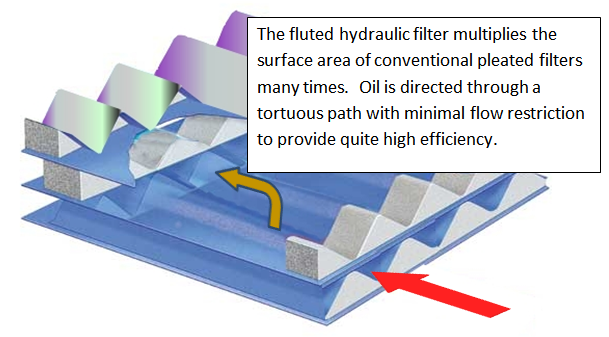
Recently, a fluted media was developed which provides alternating flow paths and allow more filter media per unit volume. In the future, this type of media could replace the pleat technology found in conventional surface filters.
Depth filters however will remain more constant in their particle-trapping ability. System protection begins immediately and is less affected by trapped contaminants. The pressure drop does not increase appreciably until the media begins to become saturated. Metal fiber or fiberglass will give the longest filter life and are least likely to collapse under high pressure drops. They can also be impregnated with water absorbing material.
But before you replace all of your surface filters with depth media, there are limitations to be taken into account. One big one is cost. Depth media is considerably more expensive than surface media when compared on a basis of number of gallons of fluid passed through over the lifetime of the filter. And the flow rate the filters can withstand is considerably lower than most surface filters. Several depth filters would need to be connected in parallel in order to meet the flow requirements of most hydraulic machines.
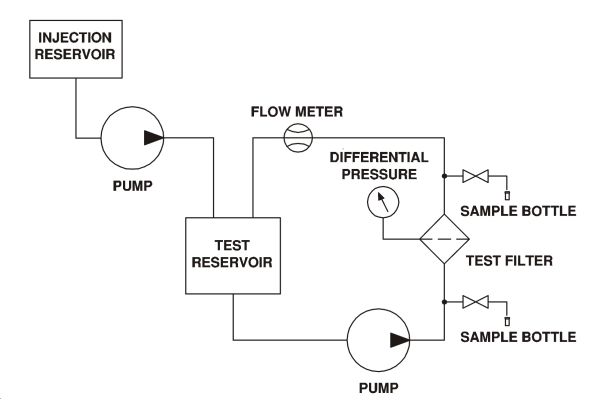
A high quality surface filter is therefore more practical for pressure and return lines. A depth filter however will work much better for offline filtration and system flushing since these actions are usually performed at low pressure and considerably lower flow rates (it is recommended that the flow rate of most offline filtration is at least 10% that of the system flow). With a very high beta rating, a depth filter used in offline filtration can provide excellent protection to any hydraulic machine. Many of our customers use our flushing machine not only to reclaim their oil but also for offline filtration. For more information about our flushing machines and high beta rating depth filters, see the Hydraulic System Flushing section on our website.

 |  |  |
Nothing is more expensive than unscheduled down time. GPM’s customers know they can call whenever they have a troubleshooting issue they simply can’t resolve. With over 75 years' experience dealing with hydraulic failures, our consultants have the resources to help troubleshoot whatever hydraulic problem you encounter. Whether you’re experiencing a total system outage, repeated component failure or need a professionally designed hydraulic reliability assessment, the consultants at GPM can help. Call GPM for:
- In-plant Troubleshooting
- Leakage Problems
- Pressure Settings
- Shock Problems
- Hydraulic Reliability Assessments
- Hydraulic Troubleshooting Manual Development
- Startup Consulting and Recommendations
- Heat Problems
- Repeated Component Failures
- Speed Problems
Do you want to learn more about how GPM can help you? Go to http://gpmhydraulic.com/troubleshooting.php.
One pound chicken wings |