
P.O. Box 1376
Monroe, GA 30656
(770) 267-3787 gpm@gpmhydraulic.com
For an archive of past newsletters, please visit:
http://www.GPMHydraulic.com/newsletter_archive/
CLICK HERE to send this newsletter to a friend!
|
'Troubleshooting Hydraulics' Newsletter |
||||
|
||||
|
In This Issue |
||||
1. Zen and the Art of Machine Reliability 2. What You Don't Know About Hydraulic Accumulators Can KILL You! ***NEW!*** Accumulator Safety DVD 3. Is it Possible to Change My Filters TOO Often? 4. Call GPM for Emergency Hydraulic Troubleshooting 5. 2010 Public Maintenance Hydraulic Troubleshooting Workshop Schedule |



 By Jack Weeks
By Jack Weeks"The truth knocks at your door and
you say, 'Go away, I am looking for the truth,' and it goes away,
puzzling"
- Robert M. Persig
It's interesting how hydraulics are treated in most industrial facilities. Hydraulic machines are so reliable that we barely notice them. Until they fail. Suddenly we feel betrayed, much the way we feel toward the electric company during a power outage. We rely on these machines and sometimes they let us down. We expect the machines to take constant abuse with no more care than changing a filter and adding oil every now and then. And we are surprised and a little outraged when one day the machine simply fails.
A Buddhist friend explained zen to me when I was in college. I don't profess to fully understand it, but he did attempt to tell me in layman's terms what it means. Essentially, zen emphasizes experiential understanding in the attainment of enlightenment and as such de-emphasizes theoretical knowledge in favor of direct realization. In other words, over time, our own experience can tell us more than a technical tome. Now, I'm not convinced that if we meditate enough over a hydraulic machine we can heal it, but a little thought on the front end surely couldn't hurt.
Why do hydraulic machines fail? There are a number of reasons: incorrect pressure settings, operation of a machine beyond its design specifications, overheating and improper fluid maintenance just to name a few. Sometimes a machine is simply poorly designed. Or designed well but installed badly. But the greatest single reason, more than all the rest combined, is contaminated oil.
| In theory, a hydraulic machine should be installed and never fail. Metal never touches metal - all internal surfaces are separated by a film of lubricating hydraulic oil. In a perfect environment, the surfaces should mesh and function indefinitely. But in reality, while no two surfaces every touch each other, both surfaces contact something else - contaminants in the oil. If we could keep the oil pristine, most of our hydraulic problems would simply go away. The hydraulic oil is the life blood of the system. It transmits the energy throughout the machine. It cools the machine - hydraulic components rely on the oil to take excess heat to the reservoir to be dissipated to atmosphere. It provides all of the internal lubrication. And finally, it seals the machine, keeping the oil in and the trash out. | 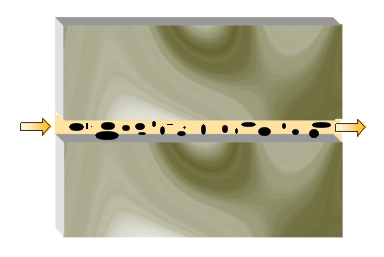 |
In my experience, the most reliable hydraulic machines are the ones in which the fluid is best maintained. I am sure that my college buddy would tell me that I didn't need to know much about hydraulics to understand this. It really isn't very hard - the OEM specifies the requirements for the machine, all we have to do is maintain them. Sample the oil regularly, have it analyzed and clean or replace it as required, maintaining the filters properly in between.
While that sounds simple, getting it done seems to be problematic. Whenever I find contaminated oil, the first thing I ask is when the oil was last analyzed. Usually this gets me some laughs. Sampling and analyzing hydraulic oil takes a relatively low priority, mostly because the machine will continue to run even with dirty oil. But as we allow the oil to stay contaminated, machine wear increases exponentially. Eventually it will fail and only then is attention paid to the oil quality.
The next most common cause of machine failure is overheating. Particularly this time of year, overheating causes a host of problems. It degrades the oil, it accelerates seal failure, it raises the electric bill and it damages the machine. High temperatures lower the viscosity of the oil, adversely affecting its ability to lubricate the machine. The easy culprit to blame is high ambient temperature. Much like blaming unemployment on the economy, we like to blame ambient temperature because there is nothing we can do about it. It takes the responsibility of dealing with the problem off our shoulders. But surprisingly enough, ambient temperatures are not the major cause of excessive oil temperatures. Most people would be surprised to learn that we find just as many machines overheating in air conditioned plants as we do in hot sawmills and plywood mills. An increase in ambient temperature will exacerbate a heat problem to be sure, but it is mostly other factors that cause machines to overheat.
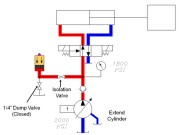
One common cause of overheating is incorrect pressure settings. Heat is generated in the machine by any pressure drop that does not produce useful mechanical work. A relief valve setting that is below or too close to the compensator setting is common in machines with pressure compensating pumps. In the absence of designer recommendations, we recommend that a system relief valve be set 250 PSI above the pump compensator setting. If the relief valve is set below the compensator, instead of reducing its flow the pump will deliver at its maximum flow at all times. The resulting pressure drop will generate significant amounts of heat. If the setting of the relief valve is too close to that of the pump compensator, then at idle or while moving heavy loads the oil not used by the system will dump across the relief, generating excess heat. Other pressure controls around the machine will also generate heat. Adjust them for the minimum pressure drop that will not adversely affect the operation of the machine. Servo and proportional valves also are notorious heat generators because, since they only open part way, there is always a pressure drop across them.
Much of the heat that is generated by hydraulic machines is unavoidable by design. That is why we have heat exchangers. But I have seen literally hundreds of heat exchangers doing little or nothing to reduce oil temperature. There are two types of heat exchangers, air and water. The water heat exchanger is the more efficient of the two, but water flow is critical to its effectiveness. The most efficient heat transfer will occur when the water flow is about one fourth to one third that of the oil flow. If the water flow is too low, it will become saturated with heat before the maximum transfer occurs. If it is too high, the water does not stay in the heat exchanger long enough to absorb as much heat as it could. Adjust for the maximum temperature gain between the inlet and outlet water lines.
| Air heat exchangers are working at a disadvantage from the outset. But there are things we can do to make them more efficient. Daylight must always be visible between the fins, so keep them clean and straighten them when they get bent. It's only common sense that an air heat exchanger will work best when mounted near a cool air source. But mostly I see heat exchangers mounted in the worst possible place - immediately above the reservoir where all the heat is generated! Why is this? Mostly it's because that is how the hydraulic power unit is shipped. This is the easiest way to transport it. This doesn't mean that it needs to stay there. Two hydraulic lines can be run anywhere you like to locate that heat exchanger where it will do the most good. One good place is mounted in a wall so it can dissipate heat to atmosphere outside. |  |
Keeping hydraulic machines reliable is not so much a science as it is an art. Common sense plays a large part. If something looks like a bad idea, it probably is. And if something appears to need doing, it probably does. As sentient beings, we know this. All that is left is to do it.
|








My unsettling answer to him was that he was changing filters TOO often. Why would this adversely affect the ability of filters to protect the machine? Surely the newer the filter the better it works, right? Unfortunately, no, that is not the case. To understand this, we must first understand how filters work.
| Almost all machine filters use surface filtration to trap the contaminants in the oil. Only depth filters demonstrate their full ability from the time they are new. Depth filters are too expensive and rob too much energy to be used for most machine applications other than offline or "recirculating" filter systems. Suction strainers, pressure filters and return line filters are almost all of the surface type. As the filter traps contaminants on the surface of its element, its efficiency increases. A brand new filter usually does not provide the necessary protection to the machine. But once it traps a layer of contaminants, its effective "beta rating" (a ratio between the number of particles of a certain size that enter the filter vs. the number that come out of it) increases. This ratio continues to increase until either particles are forced past the filter medium or the pressure drop across the filter builds to the rating of the bypass check valve. When either of those occurs, the effectiveness of the filter drops dramatically. Ideally we would like to keep the filter in service until we get almost to that point before we change it. | 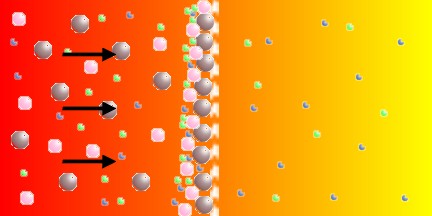 |
| This is why many filters have dirt indicators. We keep an eye on the indicator, which is really nothing more than a pressure gauge with colors instead of numbers. As the needle stays in the green, the pressure drop across the filter is acceptable. The higher the indicator climbs in the green, the better it is filtering oil. Once the pressure drop gets into the yellow, it's getting time to change the filter. And if we ignore it and the pressure drop builds to red, oil begins to bypass the filter altogether through the bypass check valve. |  |
They don't give these filters away - changing them too often not only wastes money but is counterproductive. Also, take care to use the proper procedures for changing the filter. Usually there are instructions - follow them. Break the seal as late as possible in the process. Many a machine is contaminated by poor filter changing practices.



Nothing is more expensive than unscheduled down time. GPM’s customers know they can call whenever they have a troubleshooting issue they simply can’t resolve. With over 50 years experience dealing with hydraulic failures, our consultants have the resources to help troubleshoot whatever hydraulic problem you encounter. Whether you’re experiencing a total system outage, repeated component failure or just need a professionally designed preventive maintenance schedule, the consultants at GPM can help. Call GPM for
In-plant Troubleshooting
Leakage Problems
Pressure Settings
Shock Problems
Preventive
Maintenance Scheduling
Hydraulic Troubleshooting Manual Development
Startup
Consulting and Recommendations
Heat
Problems
Repeated
Component Failures
Speed Problems
Do you want to learn more about how GPM can help you? Go to http://gpmhydraulic.com/troubleshooting.htm

Maintenance Basic Hydraulic Troubleshooting
2009
3 Day Workshop
Registration
Fee Only $895.00 Per Person
Three
for the Price of TWO!
Every Third Registrant Attends for FREE!
Early Registration -
$845.00 For Confirmed Reservations
Booked 21 Days Prior to the Start of the Workshop
Call (770) 267-3787 To Register
Learn More About Our Maintenance Basic Hydraulic Troubleshooting Course
2010 Maintenance Basic Hydraulic Troubleshooting Schedule
Date
*Don't see your city listed? Call If You Would Like To See A Workshop Scheduled In Your Area!
(770) 267-3787
If you've found our newsletter informative and beneficial please click here to tell your co-workers and friends.

A step-by-step guide for changing cylinder seals and carrying out minor repair. The manual contains disassembly, inspection of parts, minor repair, assembly, examples of seal failures and their causes, hydraulic cylinder speeds, metric/inch conversion table, fluid power formulas, rod and piston groove diameters.
$24.99 + Shipping & Handling
Site Index
[Home] [Our Training] [Hydraulic Consulting] [Safety Webinars] [System Flushing] [Our People] [Downloads and Multimedia] [Testimonials] [Hydraulics Quiz] [GPM Store] [Upcoming Events] [Contact Us]
GPM Hydraulic Consulting,
Inc.
Box 1376
Monroe, GA 30655
(770) 267-3787