
P.O. Box 1376
Monroe, GA 30656
(770) 267-3787 gpm@gpmhydraulic.com
For an archive of past newsletters, please visit:
http://www.GPMHydraulic.com/newsletter_archive/
CLICK HERE to send this newsletter to a friend!
|
'Troubleshooting Hydraulics' Newsletter |
||||
|
||||
|
In This Issue |
||||
1. Summer is Here and Machines are Overheating 2. Call GPM for Emergency Hydraulic Troubleshooting 3. How Does Water Keep Getting In My Oil? 4. 2011 Public Hydraulic Reliability and Troubleshooting Workshop Schedule |



 By Jack Weeks
By Jack Weeks
One of the first steps is to try to locate the source of the excess heat. It could well be something as simple as a worn component or a bad pressure setting. The best time to search for a heat source is when the machine is first started, before the operating temperature gets so high that the whole machine is hot. See which components heat up first. Any component with a pressure drop across it is a likely suspect. Relief valves are a good place to start. On most machines, the relief valve should never open unless something is wrong. If the relief valve is hotter than the components around it, find out why. If the relief valve is set below the compensator or if the two settings are too close, it will generate unnecessary heat. In the absence of designer specifications, we generally recommend that the relief valve be set 250 PSI above the compensator for most machines. Other pressure controls, such as reducing valves, sequence valves, counterbalance valves and brake valves can generate excessive heat when not properly adjusted. In most machines, there should be no significant pressure drop across directional valves. But when a directional valve spool is worn, bypassed oil will be quite hot. A temperature gain across the valve can usually be noted as the machine gets up to operating temperature. Servo and proportional valves are notorious heat generators since they are seldom fully open. Often there is little that can be done to reduce the heat they generate, but if they are out of null or if they have an improperly adjusted hydrostat mounted upstream to maintain a constant pressure drop, they can generate more heat than they should. Keep servos and proportional valves nulled properly and keep hydrostats adjusted for the minimum acceptable pressure drop. Worn cylinder packing will bypass and usually show a noticeable temperature gain before sluggish performance is apparent.
compensator or if the two settings are too close, it will generate unnecessary heat. In the absence of designer specifications, we generally recommend that the relief valve be set 250 PSI above the compensator for most machines. Other pressure controls, such as reducing valves, sequence valves, counterbalance valves and brake valves can generate excessive heat when not properly adjusted. In most machines, there should be no significant pressure drop across directional valves. But when a directional valve spool is worn, bypassed oil will be quite hot. A temperature gain across the valve can usually be noted as the machine gets up to operating temperature. Servo and proportional valves are notorious heat generators since they are seldom fully open. Often there is little that can be done to reduce the heat they generate, but if they are out of null or if they have an improperly adjusted hydrostat mounted upstream to maintain a constant pressure drop, they can generate more heat than they should. Keep servos and proportional valves nulled properly and keep hydrostats adjusted for the minimum acceptable pressure drop. Worn cylinder packing will bypass and usually show a noticeable temperature gain before sluggish performance is apparent.
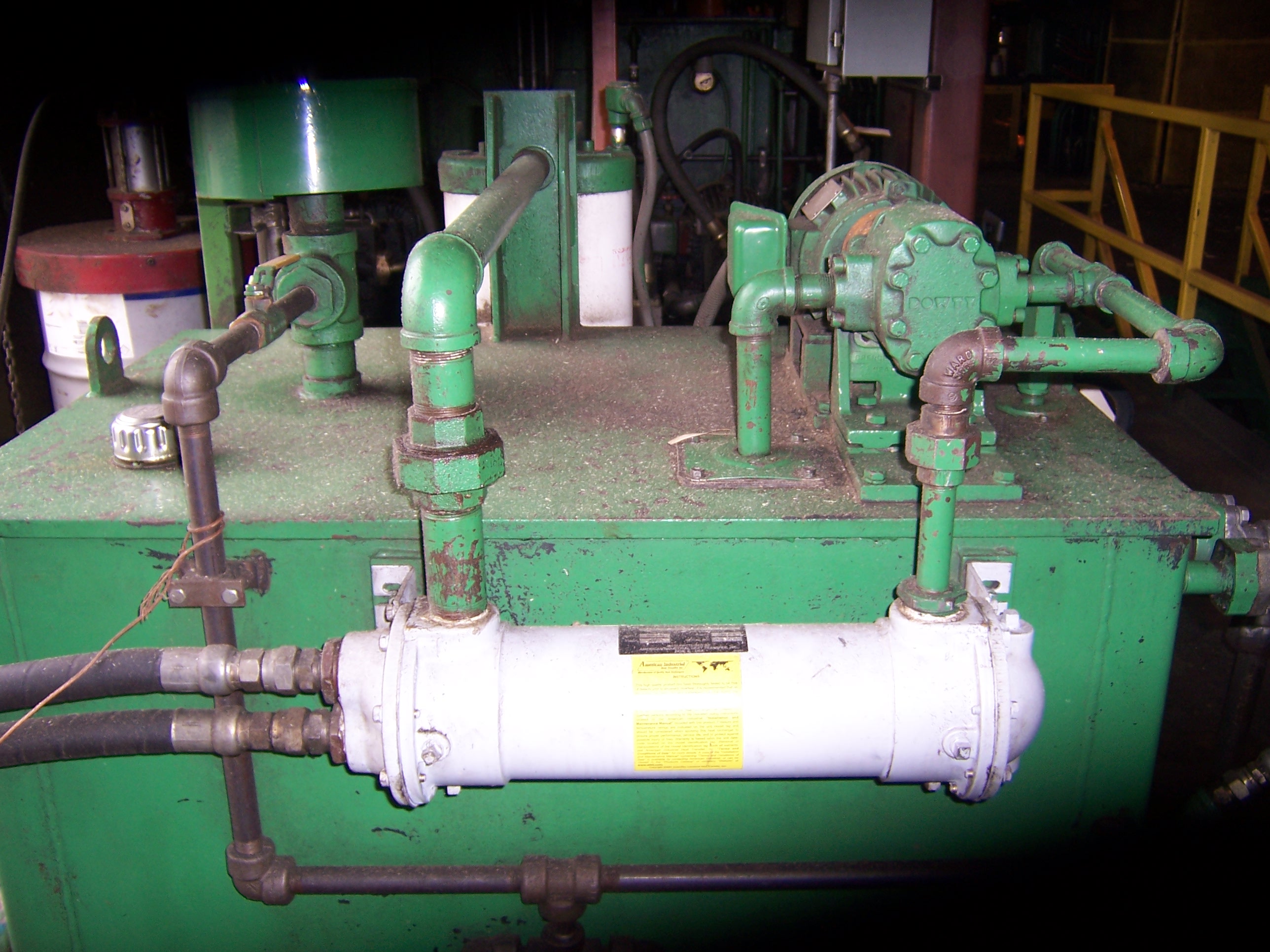
 A cleaner machine is a cooler machine. Dust, dirt and most manufacturing waste will have an insulating effect on a machine, actually holding heat in. If a machine is kept clean, heat will radiate better. Wherever possible, tubing and hard pipe should be used instead of long hydraulic hoses. Most of us know that pipe and tubing are better for avoiding leaks than excessively long hydraulic hoses. Properly mounted pipe and tubing should have only short lengths of hose for termination to absorb shock. But what many people do not know is that tubing and pipe do a much better job of heat transfer than hose, particularly when painted. In one instance, temperature dropped by 10 degrees Fahrenheit by doing nothing more than painting the tubing a flat white to match the reservoir. In addition to
their inferior heat transfer, hoses are maintenance items that give little or no warning of impending failure. So how do we know when to use hose and when to use hard pipe or tubing? The answer is actually quite simple - use short lengths of hose for termination of hard pipe, but use hard pipe any time you can, and only use hoses only when it is absolutely unavoidable such as on a traveling cylinder.
A cleaner machine is a cooler machine. Dust, dirt and most manufacturing waste will have an insulating effect on a machine, actually holding heat in. If a machine is kept clean, heat will radiate better. Wherever possible, tubing and hard pipe should be used instead of long hydraulic hoses. Most of us know that pipe and tubing are better for avoiding leaks than excessively long hydraulic hoses. Properly mounted pipe and tubing should have only short lengths of hose for termination to absorb shock. But what many people do not know is that tubing and pipe do a much better job of heat transfer than hose, particularly when painted. In one instance, temperature dropped by 10 degrees Fahrenheit by doing nothing more than painting the tubing a flat white to match the reservoir. In addition to
their inferior heat transfer, hoses are maintenance items that give little or no warning of impending failure. So how do we know when to use hose and when to use hard pipe or tubing? The answer is actually quite simple - use short lengths of hose for termination of hard pipe, but use hard pipe any time you can, and only use hoses only when it is absolutely unavoidable such as on a traveling cylinder.
Heat exchangers are the classic solution for reducing temperatures, but we need to remember that the heat exchanger doesn't keep the machine from generating heat, it only dissipates excessive heat. When the heat is being generated by a problem in the machine, the heat exchanger only masks the symptom of the problem. In other words, a heat exchanger should not be the first thing we try to reduce heat - it should be the last resort used only once all other avenues of reducing heat have been exhausted. If a machine already has a heat exchanger, be sure it is functioning as it should before considering an additional one. Heat exchangers often have bypass check valves to keep them from rupturing when cold, viscous oil is forced through them at startup. Sometimes the check valve will stick open causing oil to bypass the cooler continuously. Feel the check valve regularly to be sure it is closed. If it is open, it will be hot. On air coolers, cool air flow is critical to its efficiency. Air coolers are not as efficient at heat transfer as water coolers, so we must be more diligent with them to keep them at their most effective. Feel for air flow. Keep the fins clean. Daylight should be visible through the fins at all times. Keep the fins straight. Most fins get bent from pressure washing. Alsways move up and down when pressure washing, never side to side. If the fins become bent, straighten them with a metal comb such as the type we sell in the
GPM Store on our website.
 In order for an air heat exchanger to perform at its best, it is important that it be installed near a cool air source. But mostly I find them installed in one of the worst possible places - directly above the reservoir! All of the heat from the machine rises straight to the cooler. The reason most of these units are mounted that way is because that is how the hydraulic power unit is shipped. That doesn't mean it needs to stay there, that is just the easiest way to ship it. But unless the installer is instructed otherwise, that is where it will stay. A much better idea is to move the cooler away from the machine, preferably cutting a hole in the wall and mounting the cooler to dissipate the heat outside.
In order for an air heat exchanger to perform at its best, it is important that it be installed near a cool air source. But mostly I find them installed in one of the worst possible places - directly above the reservoir! All of the heat from the machine rises straight to the cooler. The reason most of these units are mounted that way is because that is how the hydraulic power unit is shipped. That doesn't mean it needs to stay there, that is just the easiest way to ship it. But unless the installer is instructed otherwise, that is where it will stay. A much better idea is to move the cooler away from the machine, preferably cutting a hole in the wall and mounting the cooler to dissipate the heat outside.
 Water heat exchangers can be mounted anywhere because the water is piped to a central chilling tower. They are much more efficient than air coolers, but the water flow is critical to their efficiency. The best heat transfer usually occurs when the water flow is 25-35% that of the oil flow. Most people think that the more water flow the better, but when water flow is too high, the water doesn't stay in the cooler long enough to absorb as much heat as it could. Too little water flow, and the water becomes heat saturated. Finely adjust the water flow for the maximum temperature gain across the inlet and outlet water line.
Water heat exchangers can be mounted anywhere because the water is piped to a central chilling tower. They are much more efficient than air coolers, but the water flow is critical to their efficiency. The best heat transfer usually occurs when the water flow is 25-35% that of the oil flow. Most people think that the more water flow the better, but when water flow is too high, the water doesn't stay in the cooler long enough to absorb as much heat as it could. Too little water flow, and the water becomes heat saturated. Finely adjust the water flow for the maximum temperature gain across the inlet and outlet water line.
A machine that overheats will develop expensive problems very quickly. Whenever a machine is running hotter than it has to, it's wasting precious energy. But when the temperature exceeds about 140 degrees Fahrenheit, the hydraulic oil begins to break down, leaving varnish on internal surfaces. Valves will stick and pumps will wear rapidly. The oil loses its lubricating properties and components suffer. Usually, when oil is dirty, it can be reclaimed by flushing. But if it is chemically damaged by overheating, the expensive hydraulic oil must be replaced. Staying on top of the problem and keeping temperatures down will pay off big dividends in oil savings, parts costs and crippling down time.



Nothing is more expensive than unscheduled down time. GPM’s customers know they can call whenever they have a troubleshooting issue they simply can’t resolve. With over 50 years experience dealing with hydraulic failures, our consultants have the resources to help troubleshoot whatever hydraulic problem you encounter. Whether you’re experiencing a total system outage, repeated component failure or just need a professionally designed preventive maintenance schedule, the consultants at GPM can help. Call GPM for
In-plant Troubleshooting
Leakage Problems
Pressure Settings
Shock Problems
Preventive
Maintenance Scheduling
Hydraulic Troubleshooting Manual Development
Startup
Consulting and Recommendations
Heat
Problems
Repeated
Component Failures
Speed Problems
Do you want to learn more about how GPM can help you? Go to http://gpmhydraulic.com/troubleshooting.htm
It can get into the oil in a number of ways, but the most common way is through the breather cap. Sometimes it gets in when the machine is pressure washed. Humid air entering the breather cap can also result in damaging amounts of water in the oil. And, just because your oil is NOT milky-looking does not mean it is water-free - there can be as much as 200-300 PPM (Parts Per Million) of water in the oil before it appears cloudy. And long before it becomes cloudy, it may contain enough water to damage the machine:
- Some additives in the oil are depleted by water, others are unaffected. But some of the additives react violently with water, forming corrosive agents that attack the metals of the machine.
- Water can reduce the oil's lubricant film strength, keeping the oil from clinging to the components when the machine is shut down. This results in components starting "dry" with no lubrication, greatly accelerating wear.
- Water makes oil trap more air. Entrained air can cause sluggishness, overheating and other problems.
- Water can make oil harder to filter, leaving filters clogged and ineffective.
- While water has a lower viscosity than oil, once it emulsifies with oil, the viscosity increases. Starting up cold, cavitation in the pump is much more likely.
The best way to know if you have water in your oil (and how much) is to sample it and have it analyzed. For small amounts of water, a polymeric filter can be used to remove it. Polymeric filters look similar to particulate filters but an absorbent polymer is impregnated in the media. Water causes the polymer to swell, trapping water in the media.
Another effective means of removing water is by installing a dehydrator in the headspace of the reservoir. Over a period of time, water will evaporate into the dried air and exit through the breather cap.
 The
fastest and most effective way to remove water and other contaminants from
your oil is by using a flushing machine similar to the GPM120.
Circulating oil through our dual filter assembly can rapidly remove water
from your oil while your machine continues to run with no downtime.
The
fastest and most effective way to remove water and other contaminants from
your oil is by using a flushing machine similar to the GPM120.
Circulating oil through our dual filter assembly can rapidly remove water
from your oil while your machine continues to run with no downtime.
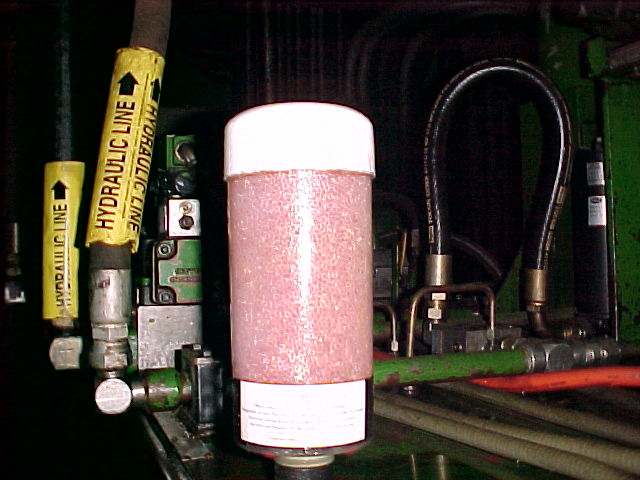 As
with any form of contamination, the best and least expensive solution is
to prevent it from occurring. Several companies make hygroscopic
breather caps to replace your original breather. These caps have a
granular desiccant inside a clear housing that will absorb water entering
and exiting the reservoir. When first installed, the desiccant
crystals will be blue. Once the crystals are saturated with water,
they will turn pink and you will know to replace it with a new one.
As
with any form of contamination, the best and least expensive solution is
to prevent it from occurring. Several companies make hygroscopic
breather caps to replace your original breather. These caps have a
granular desiccant inside a clear housing that will absorb water entering
and exiting the reservoir. When first installed, the desiccant
crystals will be blue. Once the crystals are saturated with water,
they will turn pink and you will know to replace it with a new one.

Hydraulic
Reliability and Troubleshooting 2011
3 Day Workshop
Registration
Fee Only $895.00 Per Person
Three
for the Price of TWO!
Every Third Registrant Attends for FREE!
Early Registration -
$845.00 For Confirmed Reservations
Booked 21 Days Prior to the Start of the Workshop
Call (770) 267-3787 To Register
Learn More About Our Hydraulic Reliability and Troubleshooting Course
2011 Hydraulic Reliability and Troubleshooting Schedule
*Call If You Would Like To See A Workshop Scheduled In Your Area!
(770) 267-3787
| July 19 - 21 | Florence, SC |
| July 26 - 28 | Opelika, AL |
| August 16 - 18 | Jackson, TN |
| August 23 - 25 | Stockbridge, GA |
| September 13 - 15 | Augusta, GA |
| September 21 - 23 | Lufkin, TX |
| September 26 - 28 | Montgomery, AL |
If you've found our newsletter informative and beneficial please click here to tell your co-workers and friends.

A step-by-step guide for changing cylinder seals and carrying out minor repair. The manual contains disassembly, inspection of parts, minor repair, assembly, examples of seal failures and their causes, hydraulic cylinder speeds, metric/inch conversion table, fluid power formulas, rod and piston groove diameters.
$24.99 + Shipping & Handling
Site Index
[Home] [Our Training] [Hydraulic Consulting] [Safety Webinars] [System Flushing] [Our People] [Downloads and Multimedia] [Testimonials] [Hydraulics Quiz] [GPM Store] [Upcoming Events] [Contact Us]
GPM Hydraulic Consulting,
Inc.
Box 1376
Monroe, GA 30655
(770) 267-3787