P.O. Box 689 Social Circle, GA 30025 678-267-3395 gpm@gpmhydraulic.com
|
June 2006
Do You Get This Newsletter Each Month In Your Email? If not, Click Here to Subscribe! |
||||||||||||
|
|||||||||||||
|
|
|||||||||||||
|
|
Maintenance Hydraulic Troubleshooting on Interactive CD Our nationally acclaimed
Maintenance Hydraulic Troubleshooting workshop
on six fully interactive CD's. Includes our MHT workshop manual.
6-CD Set - $1200 Individual CD's - $250
+ Shipping and Handling.
Click on http://gpmhydraulic.com/mhtcds.htm
to find out more.
|
||||||||||||
| 1. Stalls and Speed Reduction | |||||||||||||
 Alan
Dellinger - Hydraulic Consultant, GPM Hydraulic Consulting, Inc. Alan
Dellinger - Hydraulic Consultant, GPM Hydraulic Consulting, Inc. |
|||||||||||||
|
Severe Shock in a Papermills Roll Handling System
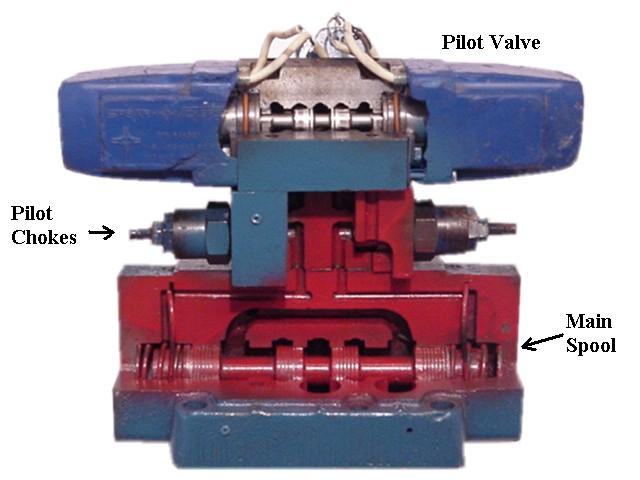
Recently, I went on a consult to a Papermill. They had severe shock in their roll handling system. When I arrived at the mill I inspected the roll handling unit while operating. I noticed that the hydraulic lines down stream of the pump that led to all of the roll handling circuits would hammer when the roll lift and gate cylinders operated. The directional valves that operate these cylinders are both solenoid operated and hydraulically piloted. They are sometimes called two stage valves.
There are pilot chokes (flow controls) sandwiched in between the solenoid operated pilot valve and the hydraulically shifted main spool. These pilot chokes control the rate at which the main spool shifts. It works very similar to ramping the voltage up/down on a proportional valve. Instead of controlling the main spool electronically it is done hydraulically. When these valves are adjusted correctly, the main spool will shift gradually, not all at once. This reduces the rate of oil that is allowed to pass through the valve when initially energized. The result is reduced shock and a smoother running system. The pilot chokes on the roll lift cylinders were adjusted first. We extended and retracted the cylinders while adjusting the pilot chokes. After adjusting, there was no more shock present in the pressure or return lines up steam and down stream of the directional valve and cylinders. Next the pilot chokes were adjusted on the gate cylinder. It was opened and closed continuously until all the shock was removed from that part of the system. One misconception that occurs with two stage valves and pilot chokes is that, it is believed the pilot chokes are there for controlling the speed of a cylinder or hydraulic motor. I guess this could be one urban legend found on snopes.com. In fact when the pilot chokes are adjusted there is a noticeable difference in the speed of an actuator. This is because the oil is now gradually delivered through the directional valve to the actuator. If you look at the cutaway valve picture above you can see small pilot lines going to and from the pilot and main spool. The pilot chokes (flow controls) are hydraulically connected in these pilot lines. They are not connected in the "A" and "B" ports of the main spool that go to the actuator. If you want to control the speed of an actuator and your using a 2 stage directional valve with pilot chokes, you need to install in line or sandwich type flow controls down stream of the directional valve.
|
|||||||||||||
| Alan Dellinger joined GPM's team of hydraulic instructors and consultants in 2000. He has 16 years of previous hands-on mechanical, pneumatic and hydraulic troubleshooting experience with a leading forest products manufacturer. Alan has trained more than 2000 electricians and mechanics throughout the US and Canada. Alan is also GPM's lead CAD draftsmen. His customized schematics are used throughout the country for hydraulic troubleshooting. He also designs the power point presentations for GPM's troubleshooting workshops. | |||||||||||||
|
2. In-plant 1 Day hands-on troubleshooting hydraulic pumps and accumulators training Your technicians will learn how to properly set the pump compensator and relief valve pressures to reduce heat, shock and leakage. The 3 ways of checking the pumps case drain flow to determine if the pump is worn. Volume tests will be made so the student will understand hydraulic flow, pressures and how they effect the system.
Picture taken at the M.U.N Community Training Center in Atlanta (Monroe) GA Near GPM's Headquarters Learn the correct procedures for repairing a piston and or bladder accumulator and how to handle an accumulator safely. Also discussed is the 4 ways an accumulator can be checked to verify that the accumulator has been pre-charged correctly .
|
|||||||||||||
|
|
Troubleshooting Proportional Valves This is the same manual used in our Troubleshooting Proportional Valves public seminar in a fully searchable pdf format on CD. Learn how check the LVDT feedback, current, adjust the amplifier, null a valve, use a battery box and much much more. This eBook can be downloaded onto a network, control room computer, palm top, lap top, office computer or home computer for faster troubleshooting. Click here to order now! http://www.gpmhydraulic.com/gpmstore.htm $49.95 + Shipping & Handling
|
||||||||||||
|
3. Contract in-plant training, troubleshooting and consulting. Are you tired of sending your maintenance department to expensive training seminars and seeing them come back with little or no knowledge of hydraulics? Do you want your maintenance department to retain the hydraulic troubleshooting skills and knowledge that they learn? Contract one of our Hydraulic Consultants for 1 - 3 weeks or 1 - 2 months for in-plant hydraulic training, troubleshooting and consulting. (Figure 1 & 1A)
Figure 1 Figure 1A Recently we conducted this type of in-plant training/consulting for a large sawmill in Franklin Virginia. We worked with their maintenance crew for 5 weeks solving numerous hydraulic problems, setting their system pressures (Figure 3) and taught them the hydraulic skills that they need to maintain their equipment.
Figure 2 Figure 3 While GPM is at your facility we will conduct Basic Hydraulic training in the shop, break room and in the plant. (Figure 2) We will also conduct machine specific training, teach the personnel how to read a hydraulic schematic, how to troubleshoot their hydraulic equipment and show them how to set the pressures correctly on their equipment (Figure 3) to reduce shock, heat and leakage in the system. Your hydraulic equipment will also be inspected by a GPM consultant and students for safety issues, leakage, shock problems, speed problems and pressure problems. While at the mill our consultant will also be available for when hydraulic problems occur. (Figure 4 & 4A)
Figure 4 Figure 4A What are you waiting for? We're here to help you! Office 678-267-3395 e-mail gpm@gpmhydraulic.com Do you want to learn more on how GPM can help you? Click on the link below! http://gpmhydraulic.com/troubleshooting.htm
|
|||||||||||||
|
If you've found our newsletter informative and beneficial please forward it to your co-workers and friends or click here to subscribe them to the newsletter. They will be automatically sent this newsletter each month when it is published for as long as they wish to continue receiving it. If for any reason a subscriber wishes to no longer receive the newsletter, a one-click link will remove them from our subscription list.
|
|||||||||||||
|
|
Hydraulic Schematic Symbols Explained This interactive CD is the fastest, easiest way available to learn hydraulic schematic symbols.$49.95 + Shipping & Handling. Find out more, go to http://gpmhydraulic.com/symbolcd.htm
|
||||||||||||
|
Site Index [Home] [Our Training] [Hydraulic Consulting] [Our People] [Hydraulics Quiz] [Upcoming Events] [Contact Us] GPM Hydraulic Consulting, Inc. Box 1376 Monroe, GA 30655 (678)- 267-3395 |
|||||||||||||