P.O. Box 1376 Monroe, GA 30656 (770) 267-3787 gpm@gpmhydraulic.com
|
January
2008
For an archive of past newsletters, please visit: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
CLICK HERE to send this newsletter to a friend! |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Maintenance Hydraulic Troubleshooting on Interactive CD Our nationally acclaimed
Maintenance Hydraulic Troubleshooting workshop
on six fully interactive CD's. Includes our MHT workshop manual.
6-CD Set - $1200 Individual CD's - $250
+ Shipping and Handling.
Click on http://gpmhydraulic.com/mhtcds.htm
to find out more.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1. Making the Best Use of an Outage | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Al
Smiley - President of GPM Hydraulic Consulting, Inc. Al
Smiley - President of GPM Hydraulic Consulting, Inc. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
This time of year,
many plants are temporarily shut down - either because of market conditions
or for scheduled maintenance shutdowns. Whatever the reason, a
shutdown is the perfect opportunity to improve the reliability of your
hydraulic systems. Maintenance departments frequently take advantage
of this time to make repairs or perform tests that cannot be done while the
machines are operating. But often the only attention a hydraulic
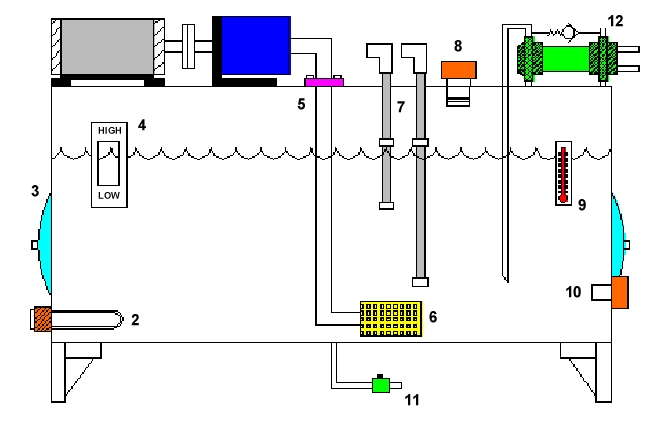
system gets is an oil and filter change. There are several checks and procedures that can be done during down periods that will improve the efficiency and operation of the system when production demands are high. The following are preventive maintenance checks that will improve the performance of the systems and
machines:
Figure 1
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| C.A. (Al) Smiley, Jr. founded "GPM" in October of 1994. Al initially worked with a leading hydraulic distributor from 1977 to 1986. In 1987, his father Carl A. Smiley, Sr. hired Al to work with his company, Southeast Maintenance Consulting services. Since then he has taught and designed hydraulic troubleshooting programs for companies throughout the United States and Canada. Al does the technical writing for GPM's "Troubleshooting Manuals" He is certified and registered with the Fluid Power Society as a Fluid Power Specialist. He earned a Bachelor’s Degree in Education from the University of Mississippi in 1977. He writes columns for Hydraulics and Pneumatics, Southern Lumberman, Canadian Wood Products and Papermill 360 magazines on hydraulic troubleshooting methods. Al is married with two boys and a granddaughter. He is a musician and an avid golfer. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2. The GPM Grapevine | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Robin Garner
- GPM Training Coordinator
Robin Garner
- GPM Training Coordinator
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2007, our busiest year ever finally wound down in December allowing us to catch up on some much needed company infrastructure upgrades. As a result, we will now be able to provide troubleshooting manuals in full color, more rapidly produce troubleshooting ebooks, provide offsite consulting services and in general respond faster and more completely to the needs of our customers. By the way, if you already have a black and white manual and you would like one published in color, please call or email me - (770) 267-3787, gpm@gpmhydraulic.com Of course, all of these changes are not without their associated learning curves - new hardware, new software, the trials of Windows Vista on our new computers and even a change in our accounting program. But we're confident that the time and money spent will be more than offset by the benefits. Al started November off by teaching the first three weekends at Magna's automotive plant in Greenville, South Carolina. In between those courses he presented a seminar at IDCON's Maintenance Conference in Raleigh, North Carolina.
There he saw several old customers and friends as well as met some new ones. One of the conference attendees was John Dudenhoeffer, maintenance manager at Grain Processing Corporation in Washington, Indiana.
John found the workshop so beneficial that he scheduled GPM to teach three, 1 day workshops for his plant in January. As for Alan, he has been busy playing catch up on his drafting. We have several in-plant programs scheduled for the 1st & 2nd quarter of 2008. Temple Inland, Unilin, Grant Forest Products and Caraustar, all eagerly awaiting their advanced programs. Between bouts of drafting, Alan managed to teach a MBHT workshop for Goodyear Tire in Gadsden, AL. The year end also brought Alan a new son-n-law. Congratulations to Alan's daughter Brittney who married Allen Lotz on December 31st. Jack has taught workshops in Corpus Christi, TX and Florence, SC. He has also been called for consulting trips to Hazard, KY, Macon, GA and Savannah, GA. Between all of these, he has been upgrading our computer hardware and software and developing advanced troubleshooting programs. I've been trying to learn all of the new equipment and software in addition to my usual duties. They tell me that all of these upgrades will make all of our jobs easier. We'll see.... |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Robin Garner, GPM’s Training Coordinator, joined the organization in 2004. In addition to coordinating the training classes, she also does the desktop publishing for GPM's troubleshooting manuals. Robin also manages the marketing and accounting for the company. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3. In-plant consulting and troubleshooting
Nothing is more expensive than unscheduled down time. GPM’s customers know they can call whenever they have a troubleshooting issue they simply can’t resolve. With over 50 years experience dealing with hydraulic failures, our consultants have the resources to help troubleshoot whatever hydraulic problem you encounter. Whether you’re experiencing a total system outage, repeated component failure or just need a professionally designed preventive maintenance schedule, the consultants at GPM can help. Call GPM for In-plant Troubleshooting Leakage Problems Pressure Settings Shock Problems Preventive
Maintenance Scheduling Hydraulic Troubleshooting Manual Development Startup
Consulting and Recommendations Heat
Problems Repeated
Component Failures Speed Problems Do you want to learn more on how GPM can help you? Go to http://gpmhydraulic.com/troubleshooting.htm
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Troubleshooting Proportional Valves The complete guide to troubleshooting and maintaining linear positioner circuits with electronically controlled proportional valves. The same manual used in our acclaimed Troubleshooting Proportional Valves public seminar. $49.95 + Shipping & Handling To order this and other exciting products online, visit the GPM Store!
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
4. New for 2008! Off-site Consulting It isn't always necessary for a consultant to travel to your facility to assist with hydraulic issues. Often we can help troubleshoot hydraulic problems over the telephone, fax and email. Or perhaps you would like us to make recommendations for preventive maintenance scheduling or equipment upgrades. When this is the case, there is no need to pay for travel expenses and we are able to offer a reduced consulting rate. Off-site consulting is offered at the rate of $75 per hour with a one-hour minimum. Call us at (770) 267-3787 or email at gpm@gpmhydraulic.com for more information.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Troubleshooting Proportional Valves 2008 Click Here for a Full Description of the Workshop 8 Hour Course Registration Fee $450.00 Per Person. Save $100 if attended in conjunction with our three-day Maintenance Hydraulic Troubleshooting workshop
Only $350.00 If Attending Our 3-Day Maintenance Hydraulic Troubleshooting Workshop The Same Week. (See 2008 MHT Schedule Below) Learn How To Troubleshoot and Maintain Linear Positioner Circuits with Electronically Controlled Proportional Valves
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Maintenance Hydraulic Troubleshooting 2008 3 Day Course Registration Fee $850.00 Per Person Learn More About Our Maintenance Hydraulic Troubleshooting Course
*For Only $350.00 More Attend Our Troubleshooting Proportional Valves Workshop The Same Week. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
If you've found our newsletter informative and beneficial please click here to tell your co-workers and friends.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Hydraulic Schematic Symbols Explained This interactive CD is the fastest, easiest way available to learn hydraulic schematic symbols.$49.95 + Shipping & Handling. Find out more, go to http://gpmhydraulic.com/symbolcd.htm
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Site Index [Home] [Our Training] [Hydraulic Consulting] [Our People] [Hydraulics Quiz] [Upcoming Events] [Contact Us] GPM Hydraulic Consulting, Inc. Box 1376 Monroe, GA 30655 (770) 267-3787 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||