
P.O. Box 1376 Monroe, GA 30656 (678) 267-3395 gpm@gpmhydraulic.com
|
February
2007
For an archive of past newsletters, please visit: |
|||||||||||||||||||||||||||||||||||||||
|
CLICK HERE to send this newsletter to a friend! |
||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||
|
|
Maintenance Hydraulic Troubleshooting on Interactive CD Our nationally acclaimed
Maintenance Hydraulic Troubleshooting workshop
on six fully interactive CD's. Includes our MHT workshop manual.
6-CD Set - $1200 Individual CD's - $250
+ Shipping and Handling.
Click on http://gpmhydraulic.com/mhtcds.htm
to find out more.
|
|||||||||||||||||||||||||||||||||||||||
| 1. Check Valves and Suspended Loads | ||||||||||||||||||||||||||||||||||||||||
 Alan
Dellinger - Consultant for GPM Hydraulic Consulting, Inc. Alan
Dellinger - Consultant for GPM Hydraulic Consulting, Inc. |
||||||||||||||||||||||||||||||||||||||||
|
Troubleshooting
Suspended Load Applications With
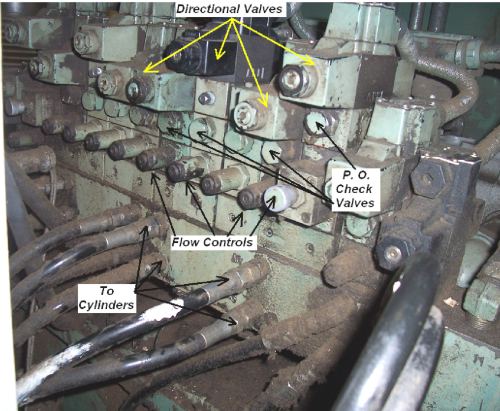
Pilot Operated Check Valves Many cylinder applications where a load is either suspended or clamped requires pilot operated check valves to be used in conjunction with a float center directional valve.
Underneath the directional valve is a set of pilot operated check valves and flow controls. The purpose of the check valves is to lock oil in on both sides of the cylinder when the directional valve is de-energized. When operating properly, these valves should hold the cylinder in place. The reason the float center valve is used is to allow the pressure in the pilot lines of the check valves to bleed back to the tank. This will allow the check valves to close and hold the load. The flow controls are connected in a meter out configuration and are used to control the speed of the cylinder.
There is a filter connected in the tank line of the valve manifold. When the element is not contaminated oil that exhaust out of the cylinders will be filtered by this element prior to returning back to the tank. When the directional valve is de-energized the pilot lines of the check valves are ported to the tank through the return filter. Cylinders Are Drifting Up Wrong Directional Valve Installed One method of checking this is (with
the pump off) to install a tee and pressure gauges in the lines connecting
to the cylinder. If the above
mentioned pressure is read on both gauges then the wrong valve has most
probably been installed. Another
method of checking the valve is to remove it from the machine and blow
compressed air into the “T” port. Air
should flow out of the “A” and “B” ports if the valve has a float
center. If no air blows out of
any port then the valve is most likely a closed center. The Directional Valve is not Re-Centering
If the directional valve spool does not fully spring return to the float center position, then the valve would be partially open to the “A” or “B” position. This will allow oil to be ported to the full piston or rod sides. With oil ported to the full piston side the arm will raise. This can be caused by contamination in the valve or a weak spring. If gauges were installed in the cylinder lines then there would be a high pressure reading on the gauge in the line to the full piston side and a low pressure reading on the other gauge. The Return Filter Element is Contaminated
Some filters do not contain an internal bypass check valve. If the check valve exists and operating properly then once the inlet pressure reaches the check’s spring rating oil will bypass the element. The pressure in the return line would be the rating of the check valve spring, usually 25-50 PSI. If no check valve is present then the pressure in the return line would build to whatever is necessary to force the oil through the element. Worn Manifold Cylinders Are Drifting Down Since check valves will get a 100% seal, this makes them the ideal component to use in these type of applications. However, check valves normally fail in the open condition due to contamination. With the pump off, they can be easily removed, cleaned and re-installed. If the above is checked and the cylinders are still drifting down, the cylinder seals are probably worn. Worn seals will allow the oil to by-pass the pistons. This is the best way to check cylinder seals. With the pump off, the rod side line can be removed. Turn the pump on and fully extend the cylinders until they bottom out. Any by-passing can be checked at this time. Remember, when troubleshooting always make the easiest checks first and work your way to the hardest. You just might save yourself some time and money.
|
||||||||||||||||||||||||||||||||||||||||
| Alan Dellinger joined GPM's team of hydraulic instructors and consultants in 2000. He has 16 years of previous hands-on mechanical, pneumatic and hydraulic troubleshooting experience with a leading forest products manufacturer. Alan has trained more than 2000 electricians and mechanics throughout the US and Canada. Alan is also GPM's lead CAD draftsmen. His customized schematics are used throughout the country for hydraulic troubleshooting. He also designs the power point presentations for GPM's troubleshooting workshops. | ||||||||||||||||||||||||||||||||||||||||
| 2. The GPM Grapevine | ||||||||||||||||||||||||||||||||||||||||
 Robin Garner
- GPM Training Coordinator
Robin Garner
- GPM Training Coordinator
|
||||||||||||||||||||||||||||||||||||||||
|
February has been a particularly busy month for all
of us. Public seminars, consulting jobs and customized programs
have all kept us running full speed.
Al started off the month spending Super Bowl Sunday consulting with a box plant on their Corrugator Rollstand Hydraulics. Afer a 13 hour day, he made it home just in time for the 4th quarter! The following week he was back at the same plant, this time cleaning the hydraulic unit with GPM's 1 Micron, Flushing Machine. The 2nd week in February he worked with Alan in Florence, South Carolina in one of GPM's largest-ever Maintenance Hydraulic Troubleshooting workshops. The program was attended by a variety of industries; injection molding, die casting, steel, wood products and paper. The week of the 19th, Al was contracted by a machine manufacturer to analyze their systems at an Oriented Strand Board plant. While in the office he worked on writing a "Troubleshooting Plywood Hydraulics" manual for an upcoming program in March. On March 5th, Al's off to work on his tan for a week's vacation in the Virgin Islands!
Alan taught a Troubleshooting Papermill Hydraulics class in Roanoke Rapids, NC and flew to Los Angeles to teach a Maintenance Hydraulic Troubleshooting workshop (and hang out around Sunset and Vine a little...) and another one at Chester Wood Products in South Carolina. He had a consulting job at Grant Forest Products in Allendale, SC and teamed with Al at the monster MHT in Florence AL. He hasn't done much motorcycle riding in the past month, but he did attend the International Motorcycle Expo at the Georgia World Congress Center. Jack is finally in the office for a week after his seventh consecutive week in a row on the road! Public seminars and consulting jobs all over the southeast have kept him traveling constantly. He's spent as much time away as his motorhomes. I've been doing the word processing and publishing of the manuals for upcoming customized workshops. Coordinating all of the in-plant and public classes has kept me pretty busy, too. |
||||||||||||||||||||||||||||||||||||||||
| Robin Garner, GPM’s Training Coordinator, joined the organization in 2004. In addition to coordinating the training classes, she also does the desktop publishing for GPM's troubleshooting manuals. Robin also manages the marketing and accounting for the company. | ||||||||||||||||||||||||||||||||||||||||
|
3. In-plant consulting and troubleshooting
Nothing is more expensive than unscheduled down time. GPM’s customers know they can call whenever they have a troubleshooting issue they simply can’t resolve. With over 50 years experience dealing with hydraulic failures, our consultants have the resources to help troubleshoot whatever hydraulic problem you encounter. Whether you’re experiencing a total system outage, repeated component failure or just need a professionally designed preventive maintenance schedule, the consultants at GPM can help. Call GPM for In-plant Troubleshooting Leakage Problems Pressure Settings Shock Problems Preventive
Maintenance Scheduling Hydraulic Troubleshooting Manual Development Startup
Consulting and Recommendations Heat
Problems Repeated
Component Failures Speed Problems Do you want to learn more on how GPM can help you? Go to http://gpmhydraulic.com/troubleshooting.htm
|
||||||||||||||||||||||||||||||||||||||||
|
|
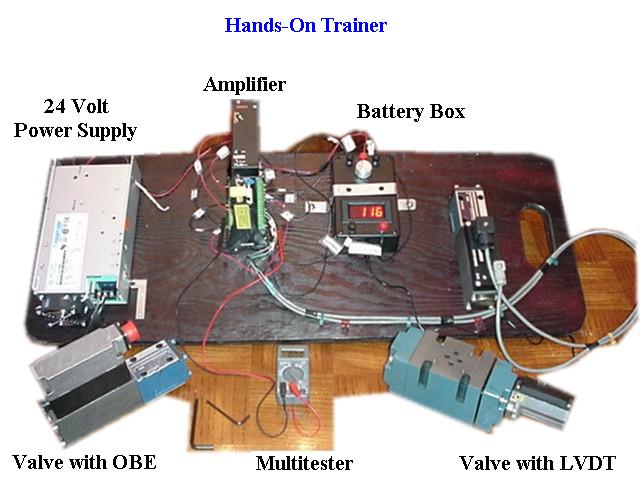
Troubleshooting Proportional Valves The complete guide to troubleshooting and maintaining linear positioner circuits with electronically controlled proportional valves. The same manual used in our acclaimed Troubleshooting Proportional Valves public seminar. $49.95 + Shipping & Handling To order this and other exciting products online, visit the GPM Store!
|
|||||||||||||||||||||||||||||||||||||||
|
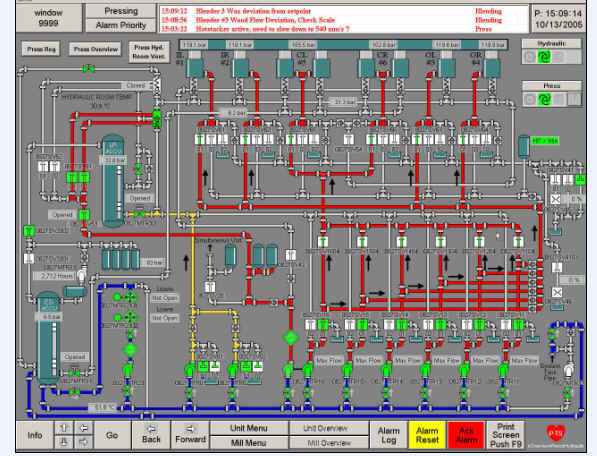
The operator is taught the basic function of the hydraulic operated equipment. The student learns the function of the hydraulic pump, valves and the task they perform. Actual screen shots from your equipment are used in the classroom to discuss the electrical cycles in detail.
Click http://gpmhydraulic.com/operatortraining.htm and find out more! What our students say I feel that this course is an absolute must if you will be running the press. The hydraulic system is much easier to understand now that I know what each component does each step of the way. I will be able to help maintenance personnel troubleshoot hydraulic problems better with an operators point of view. Also, be able to troubleshoot hydraulic related quality issues.
|
||||||||||||||||||||||||||||||||||||||||
|
Troubleshooting Proportional Valves Brochure pdf Troubleshooting Proportional Valves 2007 8 Hour Course Registration Fee $450.00 Per Person. Save $100 if attended in conjunction with our three-day Maintenance Hydraulic Troubleshooting workshop
Only $350.00 If Attending Our 3-Day Maintenance Hydraulic Troubleshooting Workshop The Same Week. (See 2007 MHT Schedule Below) Learn How To Troubleshoot and Maintain Linear Positioner Circuits with Electronically Controlled Proportional Valves
|
||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||










 Monroe Community Building 602 E. Church St.
Monroe, GA
Monroe Community Building 602 E. Church St.
Monroe, GA